經歷今年10月份的連續強颱過後,更凸顯近年來台灣受到全球極端氣候的影響加劇。除了過往仰賴帶來豐沛水量的春季梅雨、夏季颱風往往遲到或縮短,造就旱澇不一災情;加上新增的半導體先進製程、太陽能光電等高耗水產業需求,更讓用水調度捉襟見肘。
即使台灣因為在地理上得天獨厚,四面環海且居於世界最大的海洋與大陸板塊之間,橫跨熱帶與副熱帶;以及具備高山、平原、丘陵、盆地等各種不同地形,造就天氣的複雜與多樣性,卻仍然經常面臨長短不一的旱澇期,須仰賴水庫儲存、調配每年由梅雨、颱風季帶來的水量。
加上長期低廉水價與近年來地緣政治衝突,推動全球供應鏈重組,出口成長及台商回流;近年來人工智慧(AI)崛起,也推進半導體、光電產業等高耗水產業需求劇增等,無論是農業及工業用水資源都可能被過度浪費。經濟部也為此祭出《耗水費徵收與減免辦法》,除了利用課徵耗水費來推動源頭減量外,也鼓勵業者增設廢水回用設備。
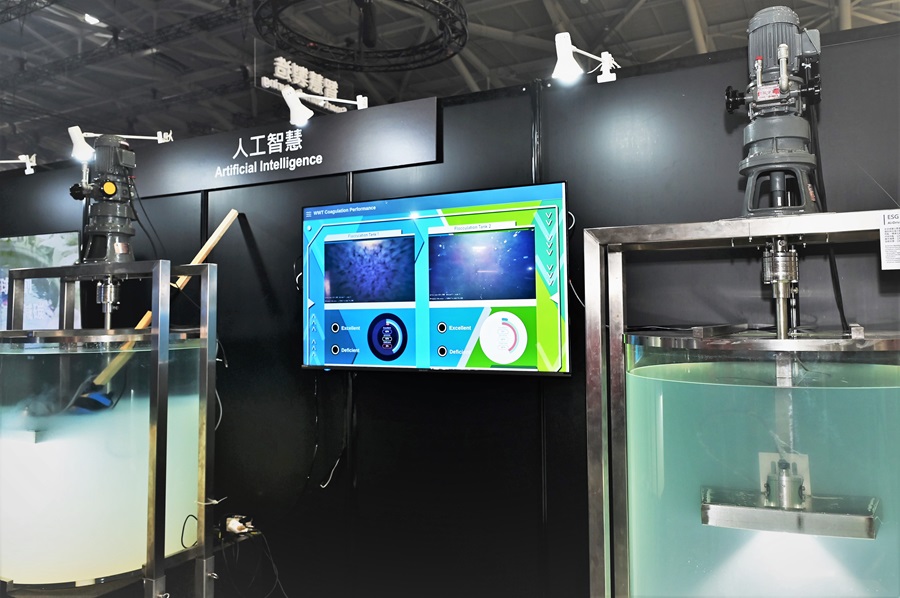
如鴻海集團近期便展出其首創以AI影像方式標準檢測工業廢水的處理效果,取代傳統人工瓶杯觀測廢水中大量沒有固定外觀型態的絮凝體與楚理效果,從而實現早期預警;減少二次處理時,投入大量化學品混凝而產生大量廢污泥,有效減少排碳。

| 圖一 : 鴻海集團近期便展出其首創以AI影像方式標準檢測工業廢水的處理效果,有效減少排碳。(攝影:陳念舜) |
|
廢水回收再利用 加速企業落實ESG願景
此外,有別於傳統「線性經濟」的概念,涵括「獲取(take)、製造(make)、使用(use)、丟棄(dispose)、汙染(pollute)」等流程,從自然環境開採原物料,加工製造成產品使用後丟棄,最終成為環境的汙染物。
產品生命周期通常為單向,而無法循環利用及再生資源,將造成資源的過度消耗及浪費,以及生產和消費過程中產生的廢棄物和污染,對環境造成嚴重影響。例如寶貴的水資源便在人類各式各樣的活動中,被大量消耗後形成廢水任意排放,將對人類及環境造成嚴重的影響。
反觀如今ESG(環境Environmental、社會Social、公司治理Governance),已成為業界最熱門議題,與近年來蔚為顯學的循環經濟(Circular Economy)模式密不可分,形成「資源→產品→再生資源」的回饋式流程,則不啻為一種使水資源永續的解決方案。
藉以減少資源浪費、降低環境污染,形成零廢棄;進而提高使用效率,並創造額外的經濟附加價值。全球各大企業、學研機構等,無不致力於水資源回收、再利用或再生等技術發展,期能保護人類生長環境、創造新的商業機會與經濟附加價值。
如歐盟便認為循環經濟應是淨零最佳解方,並制定「EU CE Action Plan」等生態設計法規(ESPR),要求業者利用最少能資源、排碳量,設計製造可循環永續的產品成為規範,才能減免碳關稅;若進入歐盟市場的產品須揭露相關資訊,以強化消費者與公眾購買權益,選擇合乎環境永續的產品成為常態,並立法限制產生的廢棄物。
目前聚焦在消耗最多資源的6大領域,包含:電子暨資通訊產品、電池與電動車、食品與包裝、塑膠、紡織品、建材與建築物,並採取具體行動;至於水資源的使用效率,則優先關注服飾與鞋類。
工研院材料與化工研究所副所長賴秋助進一步指出:「基於物料開採、運輸、製造與純化為現今產品碳足跡的主要來源,約是終端產品的7成以上,還會帶來廢棄物、水資源的衝擊。」台灣身為全球品牌的重要供應鏈,控制碳排也會是未來的競爭利器;隨著如今循環物料的價值幾已超過原生物料,除了積極回收再利用,甚至須溯源重新設計。

| 圖二 : 全球各大企業、學研機構等,無不致力於水資源回收、再利用或再生等技術發展,期能保護人類生長環境、創造新的商業機會與經濟附加價值。 |
|
再生水導入半導體製程 循環經濟溯源創價值
由於台灣具備全球最密集且最完整的半導體產業聚落,擁有完善的產業鏈及技術基礎,相關研發成果不遜於美國、日本及歐洲等先進國家,在水資源永續發展方面取得顯著進展。隨著國際市場對半導體產品晶圓、液晶面板或發光元件等需求不斷增加,快速成長所衍生之環境污染與水資源損耗問題,必須積極尋求解決方案。
如今半導體大廠皆致力於執行廢棄物回收及再生、再利用或其研發技術,導致高科技產業用水的供水策略與水處理技術日益受到重視,廢水回收及水資源再生相關技術為其中重要的項目之一。主要模式由半導體大廠所主導,與台灣相關企業或學研機構共同合作研發相關技術。
舉全球晶圓代工大廠台積電水資源處理為例,為了提高水資源的使用效率,將純水設備及製程機台的排放水依照其乾淨程度分級,透過製程分流的排水管路及建置各種用水回收系統,一滴水進台積公司廠區平均可使用3.5次,創造一滴水350%的使用率,可以看出其對於水資源議題的重視。
包含台灣學術研究機構(如工研院)及半導體相關產業(如台積電、兆聯實業、中鼎、李長榮等)也積極投入廢水回收與水資源再生技術的研發,不僅減少對原生水資源的依賴,還創造了經濟效益,進一步推動循環經濟的發展。

| 圖三 : 工研院也與台積電、中鼎公司合作,完成台灣首例民營再生水廠,處理南部科學園區污水處理廠放流水。(source:工研院) |
|
工研院協力研發 創新技術涵括物理、化學及生物領域
目前相關半導體處理廢水技術通常非僅使用單一技術,而係利用技術之組合而完成廢水處理及水資源再生之功效,依其反應形態大致分為:物理處理、化學處理及生物處理等。其中以物理或化學處理之相關技術發展較早,投入機構或專利申請量都相對來得多,技術發展相對成熟,目前主流技術以逆滲透法、微/超/奈米級過濾及高級氧化法、混凝沉澱法或離子交換法為主。
工研院則早已投入水循環再利用多年,分別處理不同水質在各場域應用達成零排碳。因應現今台灣淨水地面水或高科技廠再生水水源硬度偏高,傳統透過化學混凝加鹼或添加碳酸鈉方式去除形成污泥。且與台積電、中鼎公司合作,完成台灣首例民營再生水廠,處理南部科學園區污水處理廠放流水。
其中於RO過濾前處理過程,係利用流體化床結晶(FBC)技術採取結晶取代化學混凝法進行軟化處理,利用0.2~0.5 mm擔體(Catalyst Support)在結晶槽中作為結晶核種,使欲處理的進流水及添加藥劑,透過加藥後鈣鎂直接固化在擔體上而不產生污泥,鈣鎂去除效率高。
且在該反應槽外接一流水迴路,由底部進入並向上流動,用來調整進流水過飽和度及達到擔體上流速度,使處理中的無機離子於擔體表面,形成高純度穩態的碳酸鈣結晶體(>90%),排出後可循環再利用,減少用藥量20%以上、污泥量30%以上,而達到廢棄物減量750噸/年、減少碳排達590噸CO2e/年,目前該技術已成功商轉,並應用於高科技、石化產業,協助處理重金屬、硬度/含氟廢水與再利用。
另基於多孔性生物載體比表面積更較其它擔體高1.3-2倍,具高微生物附著效率,反應槽可在廣泛之環境條件下,提升1-2倍以上操作負荷且縮短水力停留時間,達到穩定與極佳之出流水質;縮減傳統氨氮、有機物透過活性污泥法處理的操作槽體積,節省50%以上操作成本。
由工研院提出的生物網膜(BioNET)技術可有效去除氨氮(90%以上)、小分子有機物(IPA、丙酮)>99%、尿素>70%~95%以上及水中結垢離子,維持RO薄膜穩定操作,使再生水達半導體製程用水規格,現已協助高科技廠、自來水廠、水資源中心等氨氮前處理,達到每年減碳量約12萬噸CO2。
同時針對較濃排水中的硝酸氮,也經由缺氧流體化床(AFB)處理,達到低於50mg/L的放流標準。藉此可將南科園區的污水回收再利用,達到半導體製程嚴苛的水質要求,目前已與中鼎工程合作完成設計、建造並通水啟用,協助半導體產業進行污水再生利用,預計產出每日20,000m3再生水。

| 圖四 : 工研院則已投入水循環再利用多年,利用流體化床結晶(FBC)技術採取結晶取代化學混凝法進行軟化處理;以及生物網膜(BioNET)技術,維持RO薄膜穩定操作(攝影:陳念舜) |
|
李長榮化工轉型科學公司 積極布局減碳
值得一提的是,在生物處理範疇,主要係利用微生物的特性將廢水中的污染物降解並轉化成無害的物質,其具有可大規模且低成本處理廢水的特性,因此極具經濟價值,為全球各大相關產業研發的重點項目之一,以活性污泥法或薄膜生物反應器為主。
因應循環經濟帶來創新價值,針對生產過程中的耗水管控預期將會越來越嚴格,勢必要增加廢水回收使用比例與效率,依序為源頭管控、分流管理,並將經過薄膜生物反應器管控的廢水處理回收再利用、水資源優化方向等。
比起傳統冗長的活性污泥程序,直接修改加入MBR薄膜生物反應濾水系統,經減少處理程序設備約可減少20%~50%不等的占地容積;更可簡化水處理流程及提高處理效果,由批次操作改為連續操作而增加CMD流量,分別提高產水品質TSS<1ppm、Turbidity<1 NTU、SDI<3,可作為冷卻水補水、RO進水;且廢棄污泥產量少,污泥濃度則可提高至8,000~12,000ppm,增加單位處理能力,適合將MBR推廣到傳統製造業、半導體科技廠、生醫等不同產業。
環境部資源循環署主任秘書劉怡焜也認為:「放錯的地方是廢棄物,但放對了地方成資源!」循環經濟則是應對氣候變遷、實現淨零排放和推動永續發展的關鍵。必須在循環過程中產生龐大的經濟價值,才能吸引業界投資,共同解決問題。
因此當2023年環境部改組時,便將原來廢棄物管理處與資源回收管理基金管理會整合為「資源循環署」,投入多項循環經濟政策,包括:源頭減量、綠色設計、資源再生利用與提升資源化處理量能及管理;同時提高資源循環網路與應用創新的技術,在製造、使用過程中導入綠色化學,以加速循環經濟的實現,最後才是傳統的廢棄物再利用。
例如李長榮化學工業公司(LCY CHEMICAL CORP.)從化學(chemistry)產業起家,近期也呼應全球永續浪潮,宣示將致力於改革轉型為「LCy科學公司」,融入化學、物理、AI等新科技,以綠色產品開拓市場,實現循環經濟目標;催化創新未來,代表將藉此提高轉化率,加速品牌轉型。並分別依「高性能聚合物與工業科學」、「半導體與互聯科學」和「永續科學」3大策略方向,提供客戶量身訂做的全方位科學解決方案。
透過「循環經濟」為核心,未來不僅能提供企業所需產品,還期盼透過該公司多元事業體,為客戶量身打造全方位永續解決方案,與客戶共創更高價值;從材料供應、成品端、與資源回收的角度,為循環經濟共創生態系。
包括透過李長榮從膜絲研發到生產組裝為整機產品,皆為自主開發的LCy MBR薄膜生物反應器,經由高效縮減處理程序流程,提升水資源的再利用效率、確保水質最佳化;高度客製化,可量身打造最適解決方案,並隨著技術越來越成熟,而克服過去成本太高缺點。
且強調綠色製造將是半導體產業的關鍵策略,製程廢棄物和水管理更在其中扮演關鍵角色,甚至可將原來廢液回收或再利用,成為工業電子級材料而提高價值。例如李長榮的主力產品電子級異丙醇EIPA,便是晶圓先進製程中清洗不可或缺的重要化學材料,以超高純度去除水痕與顆粒,成為業者提升良率成功的關鍵要素。

| 圖五 : 李長榮總經理劉文龍表示,該公司電子級異丙醇EIPA獲得客戶肯定,將致力於改革轉型為「LCy科學公司」,實現循環經濟目標;催化創新未來。(source:李長榮) |
|
經由李長榮全球首創的EIPA雙循環回收模式,讓廢水中通過MBR回收,再重新純化的EIPA送回高階製程工廠再利用,而不浪費一滴資源。現已成功通過半導體客戶驗證,實現全球半導體產業在台灣僅有23%使用的IPA被回收再利用。且與傳統熱處理方式相比,Recycled EIPA可協助半導體客戶減碳20%。李長榮已在中部科學園區投資21億元,供兩條產線研發電子級異丙醇,作為半導體先進製程的清潔溶劑,邁向「零」廢棄物的永續未來。
李長榮營運處副總經理暨綠色變革小組主席林欽州進一步說明,該公司過去3年來積極推動減碳舉措,除了在2019年率先提出李長榮化工ESG報告書,成為兩岸三地首家簽署支持TCFD氣候相關財務揭露建議的材料企業。目前於「催化創新未來」的減碳作為方向,可概分為:製程工藝創新、材料與技術創新、循環經濟模式創新。
在範疇一與範疇二(Scope1 & Scope2)方面,李長榮設定了基準年為2019年,預計於2030年將減碳37%、其企業綠色電力採購比例達到15%。為實現Scope I目標,李長榮持續「藉設備汰換而提升能源效率」,如變頻設備、優化控制系統、廢熱發電等;並進行「製程改善」,例如增加MVR機械式蒸汽再壓縮技術和降低蒸氣耗用、製程控溫節能、中鋼廢蒸氣再利用,落實資源整合以減少公司自身的碳排放;「AI智慧製造」,納入影像辨識而提高生產效率、數據分析預知產品質量。
針對Scope II & Scope III領域,李長榮從「供應商議合」著手,與合作夥伴協商管理其排放係數,進一步要求供應商提供低碳能源與原物料,實現以3大策略向2050年碳中和的全球終極目標邁進。於Scope II增加使用再生能源,建置並購買15%太陽光電於研發中心與生產據點,預計2030年減碳量Scope I > 2.4萬噸、Scope II > 35.5萬噸,且在CDP 2023(碳揭露計畫)年度供應鏈評比中,榮獲A-級「供應鏈議合領導者」。
目前李長榮在Scope III也致力於上下游合作提升低碳原料的可控性,連結供應鏈上下游,保護人體健康與環境品質,而獲得第二屆綠色化學績優廠商獎。估計台灣廠區將在今年陸續取得ISCC+(國際永續性與碳驗證)認證的電子級異丙醇EIPA、熱塑性彈性體(TPE)、聚丙烯PP、SBS、SEBS、SIS等認證,確保供應鏈的可持續性,提供更永續的解決方案;減少更多化石原料和產品碳排,邁向碳中和的關鍵一步。